
Elaborazione della testata dell’XR 600R
Dati interessanti da sapere prima di procedere con l’ottimizzazione di questo importante componente.
Articolo Originale del 2000
Per aumentare le prestazioni di un motore 4 tempi, l’aumento della cilindrata è senz’altro l’elaborazione più redditizia.
Per chi non se la sentisse di effettuare una modifica così radicale, sappia che anche con la semplice lavorazione della testata si possono ottenere ottimi risultati.
L’insieme delle modifiche che ho fatto apportare alla testata della mia XR600, e che vi espongo qui di seguito, può essere definito come il primo step, o versione soft, delle modifiche realizzabili.
Naturalmente il lavoro è stato eseguito da un ditta specializzata.
Scusate la cattiva qualità delle immagini, ma le ho fatte con la mia webcam….. (correva l’anno 1999)
Nella parte superiore della testata potete vedere le molle e gli steli delle valvole, l’intervento in questa zona si è limitata alla sostituzione dei “gommini” in cui scorrono gli steli valvola.
I gommini, solitamente di colore verde, che non sono altro che dei paraoli sulla quale superfice interna scorre lo stelo della valvola, tendono ad usurarsi, quando si affronta un lavoro del genere, visto il basso costo degli stessi, è sempre una buona idea procedere alla sostituzione “d’ufficio”.
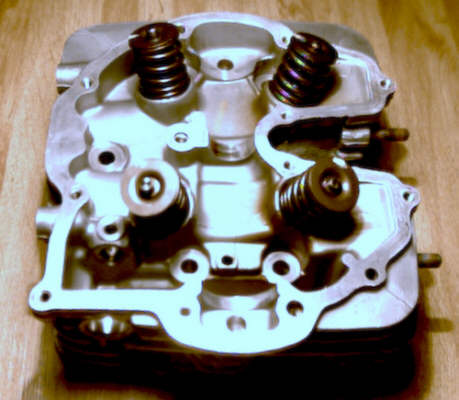

Nella parte inferiore troviamo la prima “vera” modifica, la testata è stata abbassata di 4 decimi di millimetro.
Tale lavorazione ha determinato un leggero aumento del rapporto di compressione, che da 9:1 passa a 9,33:1.
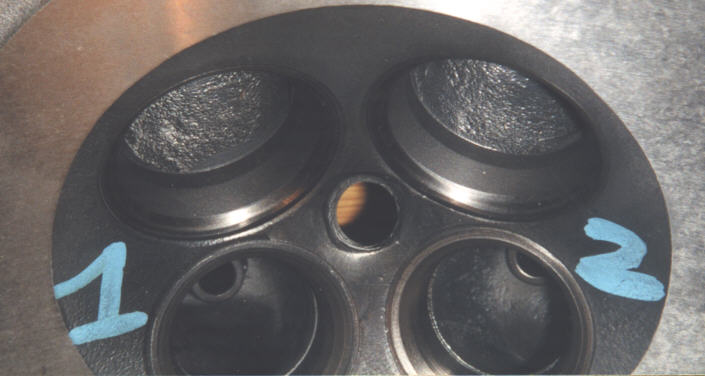
Le valvole e il cielo della camera di scoppio sono stati liberati dalle incrostazioni.
Le sedi valvole sono state fresate, in modo da aumentare le sezioni di passaggio.
Ora i diametri interni sono:
30.3 mm (aspirazione)
20.7 mm (scarico).
Qui di sotto potete vedere una immagine che riporta le sedi valvola nelle loro misure e rugosità originale.


Nei condotti di aspirazione le rugosità della fusione sono state levigate, la finitura ottenuta non è lucida a specchio ma leggermente satinata (ad occhio circa 0,5 µ Ra).
Tale lavorazione è stata eseguita per aumentare e regolarizzare la portata della miscela combustibile.
Anche i condotti di scarico hanno ricevuto lo stesso trattamento di quelli di aspirazione.
